Система автоматизации и диспетчеризации молокоперерабатывающего завода






Компания: Балтком-Юни
Город: Клинцы
Используемая продукция ОВЕН:
- СПК210 сенсорные панельные контроллеры с повышенной производительностью
- ПРМ модули расширения для программируемых реле
- БКК1 4-уровневый сигнализатор жидкости на DIN рейку
- 2ТРМ1 двухканальный регулятор с универсальным входом
- ПД100И модели 1х1 датчик давления повышенной надёжности для основных производств
- ДТСхх5 термосопротивления с коммутационной головкой
- ПР102 программируемое реле на 40 каналов ввода/вывода с возможностью расширения входов/выходов
- OwenCloud
В г. Клинцы Брянской области наш партнер «Балтком-Юни» на базе оборудования ОВЕН создал систему автоматизации и диспетчеризации узла приемки, хранения и отправки на переработку свежего молока для собственного молокоперерабатывающего завода. «Балтком-Юни» занимается производством молочной продукции, выпускаемой под марками «Мелике» и «Корова».
Задача проекта
Основной задачей проекта стала частичная автоматизация и диспетчеризация узла приемки, хранения и дальнейшей переработки свежего молока. Новое оборудование должно было повысить прозрачность учета, снизить количество ошибок, сделать более точным учет объема молока и упростить анализ данных.
В рамках модернизации необходимо было:
- реализовать диспетчеризацию и контроль процесса приемки, хранения и передачи молока на переработку;
- обеспечить визуализацию ключевых параметров и процессов;
- автоматизировать процессы CIP-мойки емкостей хранения;
- организовать архивирование технологических данных;
- обеспечить масштабируемость и возможность доработки проекта в случае необходимости.
Также новая система должна была учитывать объемы принятого и отпущенного продукта (с использованием счетчиков), контролировать температурные режимы хранения (с применением ОВЕН ТРМ) и отображать статус процессов в режиме реального времени.
Реализация проекта
Свежее молоко поступает на хранение в 8 емкостей по 25000 литров каждая. Объем продукта контролируется датчиками давления с погрешностью до 100 литров. Приемка с автоцистерн (возможно одновременное скачивание) осуществляется с помощью двух насосов заполнения, объем контролируется с помощью счетчиков.
Дальнейшая раздача сырья на перерабатывающее оборудование – пастеризационно-охладительные установки (ПОУ), сепараторы, танки заквашивания и др. – осуществляется с помощью трех насосов располнения, которые могут работать одновременно. Количество перекачиваемого молока контролируется счетчиками ОВЕН СИ30. Процесс заполнения и располнения происходит в режиме реального времени. Разработанное программное обеспечение предусматривает возможность изменения конфигурации оборудования, включая количество линий слива с автоцистерн и линий раздачи продукта, а также режимов диспетчеризации.
С учетом поставленных задач и мощностей производства проект по автоматизации был выполнен на базе продукции ОВЕН.
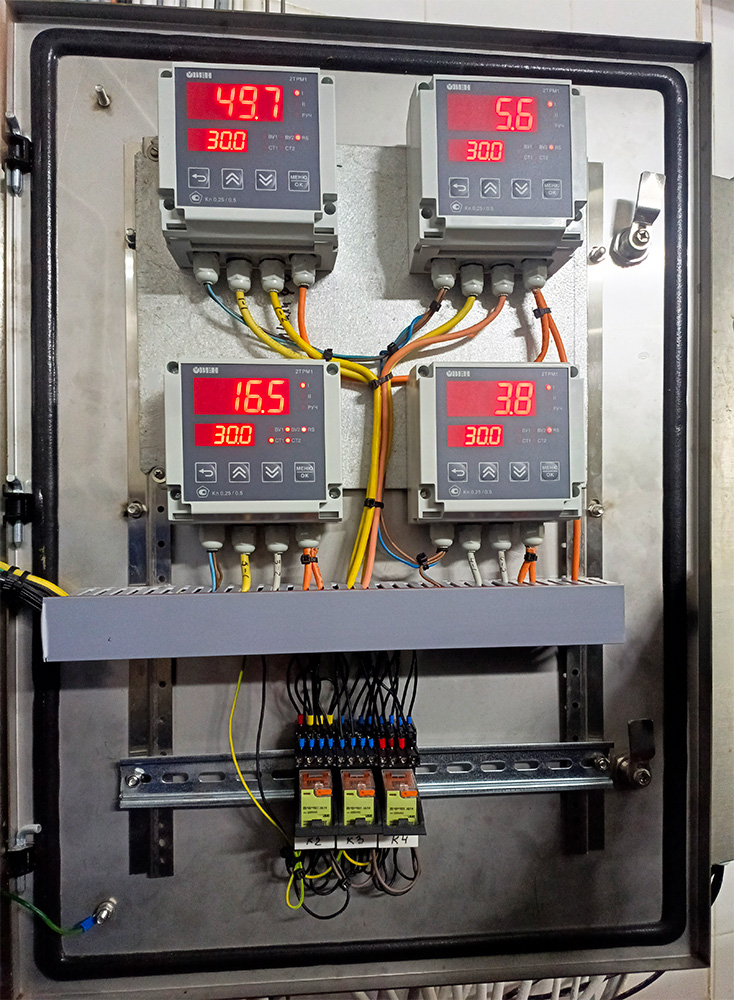
В основе системы управления – сенсорный панельный контроллер ОВЕН СПК210, в котором объединены функции ПЛК и панели оператора. Программирование СПК210 осуществляется в среде CODESYS. Все технологические данные визуализируются на экранах СПК210, а также отображаются на рабочих местах мастера или начальника смены.
На главном экране отображаются 8 емкостей хранения молока, технологический процесс, происходящий в данный момент – заполнение, располнение или CIP-мойка, а также температура в каждой емкости и объем.
На экранах «Заполнение» и «Располнение» отображаются задействованные маршруты следования молока, работа счетчиков и насосов. Доступ к настройкам экранов разрешается только оператору.
Система допускает расширение: увеличение числа насосов, маршрутов заполнения и выдачи, добавление новых линий и параметров.
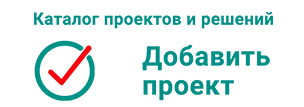
Вторым управляющим устройством, входящим в состав системы управления, является программируемое реле ОВЕН ПР102-24.16.03.2, имеющее 16 дискретных и 8 аналоговых входов, 16 дискретных выходов и два интерфейса RS-485. Алгоритм управления создан в среде Owen Logic. Для расширения дискретных входов-выходов используются два модуля ОВЕН ПРМ-1.
Для контроля уровня молока в резервуарах применяются гидрометрические датчики давления столба жидкости, сигналы от которых обрабатываются и визуализируются на 4-уровневых сигнализаторах жидкости ОВЕН БКК1.
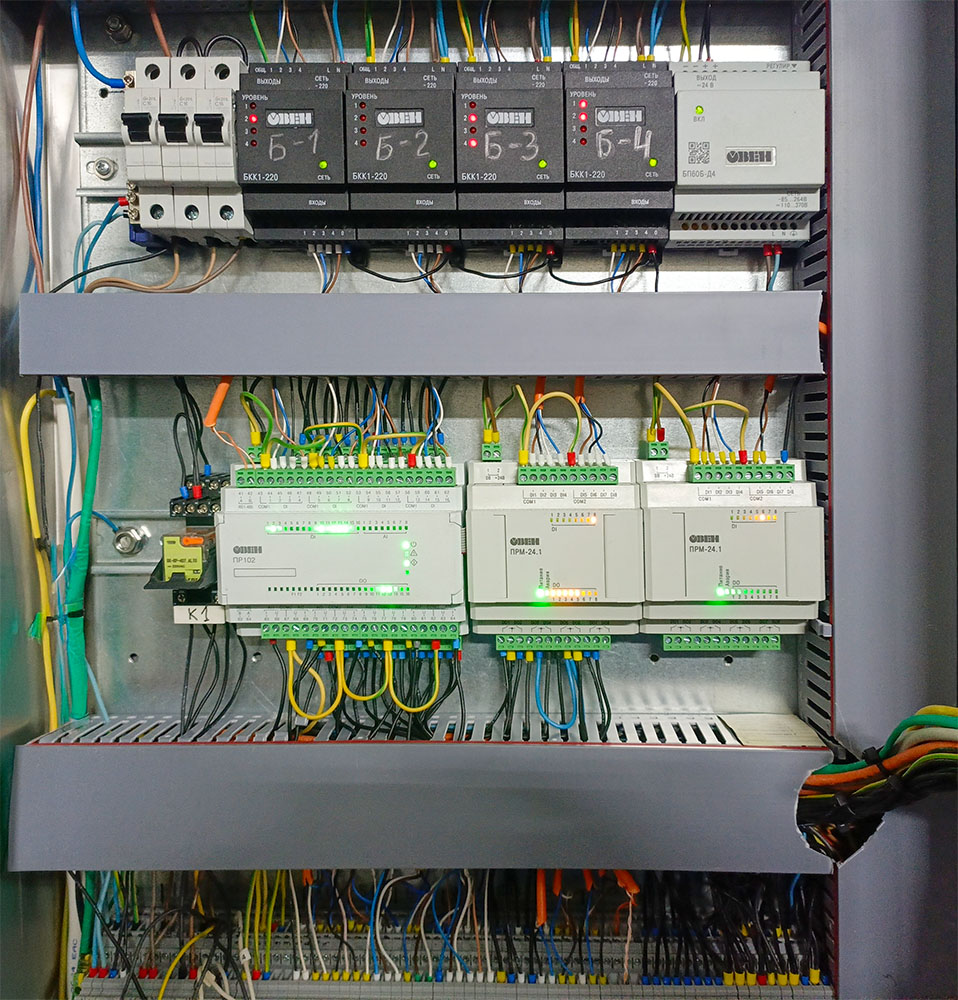
Измерение температуры продукта в емкостях осуществляется с помощью термосопротивлений ОВЕН ДТС335 (РТ100), сигналы с которых поступают на двухканальные измерители-терморегуляторы ОВЕН 2ТРМ1.
Программируемое реле ОВЕН ПР102 обрабатывает сигналы с преобразователей давления, с блок-контактов пускателей (пусковых станций) о работе насосов и миксеров, а также входные данные по уровням от БКК1. Помимо этого, он производит сетевой обмен с контроллером СПК210 по корректировке параметров работы и передает ему данные для визуализации процесса (пуски насосов, миксеров, показания объемов и уровней).
Выходные сигналы ПР102 управляют остановкой насосов, пуском и остановкой миксеров.
На передней панели шкафа размещены элементы управления: кнопки, переключатели и сигнальные лампы.
Результаты автоматизации
Внедрение проекта позволило решить ряд важных для производства задач. На данный момент удалось реализовать частичную автоматизацию важных технологических процессов:
- приемку молока: автоматическое включение перемешивания продукта, автоматическое отключение насосов в определенных штатных и нештатных ситуациях, удаленное управление технологическим процессом (например, с экрана монитора мастера);
- CIP-мойку емкостей: автоматическую задержку включения/отключения насосов возврата моющего вещества, визуализацию «занятости» емкости под CIP-мойку;
- архивировать все необходимые данные: температурных режимов и объемов хранения молока, создание ежесменных отчетов по количеству принятого продукта и переданного на переработку в различные цеха;
- визуализацию технологических процессов приемки и переработки молока как на экране контроллера, так и на компьютерах мастера, начальника отдела, руководителя производства;
- обеспечить контроль и обработку ошибок в работе оборудования.
Данный проект выполнен непосредственно под конкретные задачи производства. Однако установленное ПО позволяет адаптировать и масштабировать проект под любое количество счетчиков, насосов, емкостей. Оно предусматривает возможность масштабирования и добавления новых «переменных», таких как «линия заполнения», «жирность продукта», «включение охлаждения емкости», «звуковая сигнализация» и пр.
То есть в дальнейшем предусмотрена возможность полной автоматизации процесса приемки молока (без учета лабораторных исследований, так как данная операция выполняется только вручную) с участием высококвалифицированного диспетчера и оператора слива продукта с автоцистерн. Среди дополнительных возможностей – диспетчеризация через мобильное приложение OwenCloud.
Мнение партнера
Сергей Гутников, Сергей Богомолов – инженеры ООО «Балтком-Юни»
Автоматизация приемки, хранение и отправки на переработку свежего молока позволила эффективно решить производственные задачи по контролю, управлению и архивации данных. Предусмотренная возможность адаптации проекта под любое количество оборудования позволяет гибко изменять проект под требования производства.
Используемая продукция ОВЕН








Информация о компании
Компания: Балтком-Юни
Контактное лицо: Сергей Богомолов, Сергей Гутников
Телефон: +7 (953) 274-87-30, +7 (920) 843-97-32
E-mail: afamilia@yandex.ru
Описание деятельности компании: Компания занимается переработкой молока (творог, масло, сливки, сметана).