Датчик уровня ОВЕН ВДУ для пищевого производства

В современном пищевом производстве контроль уровня жидких и сыпучих продуктов – одна из критически важных задач: от корректной работы датчиков уровня напрямую зависит качество выпускаемой продукции и сохранность дорогостоящего технологического оборудования.
Основная проблема измерений заключается в том, что рабочая среда бывает сложной. Это может быть эмульсия или паста с высокой вязкостью. Поэтому надежность прибора определяется тем, насколько метод измерения устойчив к таким состояниям и условиям эксплуатации.
Требования к сигнализаторам уровня в пищевой промышленности
Пищевая промышленность – это жестко регламентированная сфера, где к оборудованию предъявляются требования не только по точности и надежности, но и по санитарному исполнению и обслуживанию. На практике сигнализатор уровня в пищепроме должен соответствовать целому комплексу требований. Среди наиболее сложных — устойчивость к пузырькам и пене, налипанию и вязким средам, понятная диагностика при минимальном обслуживании, гигиеничность и возможность CIP-мойки. В ряде случаев дополнительно требуется стойкость к стерилизации SIP.
Новые вибрационные сигнализаторы уровня ОВЕН ВДУ полностью соответствуют высоким требованиям пищевой промышленности и рассчитаны на работу в средах, где важны скорость реакции, стабильность срабатываний и возможность санитарной обработки без демонтажа.
Принцип и преимущества вибрационного метода
В основе вибрационной технологии лежит измерение резонансной частоты колебаний чувствительного элемента – так называемой «вилки». В воздушной среде вилка колеблется с собственной резонансной частотой. При погружении в контролируемую среду частота колебаний изменяется – электронный блок быстро фиксирует это и формирует выходной сигнал.
Главное преимущество данного метода заключается в универсальности. В отличие от емкостных, кондуктометрических или оптических датчиков, вибрационная технология устойчива к следующим факторам:
- электропроводность продукта;
- диэлектрическая проницаемость;
- давление в трубопроводе;
- температура среды (в рабочем диапазоне);
- наличие пены или пузырьков.
Кроме того, вибрационный принцип хорошо работает и в условиях налипания вязких продуктов: чувствительный элемент остается работоспособным там, где другие технологии дают сбой.
Гигиеничное исполнение и безопасные технологии ОВЕН ВДУ
Чувствительные элементы ВДУ изготавливаются из пищевой нержавеющей стали AISI 316L – материала, устойчивого к агрессивным средам и разрешенного к контакту с пищевыми продуктами. В линейке предусмотрены две длины вилок – 40 и 100 мм, что позволяет подобрать датчик для эффективной работы как с жидкостями, так сыпучими средами.
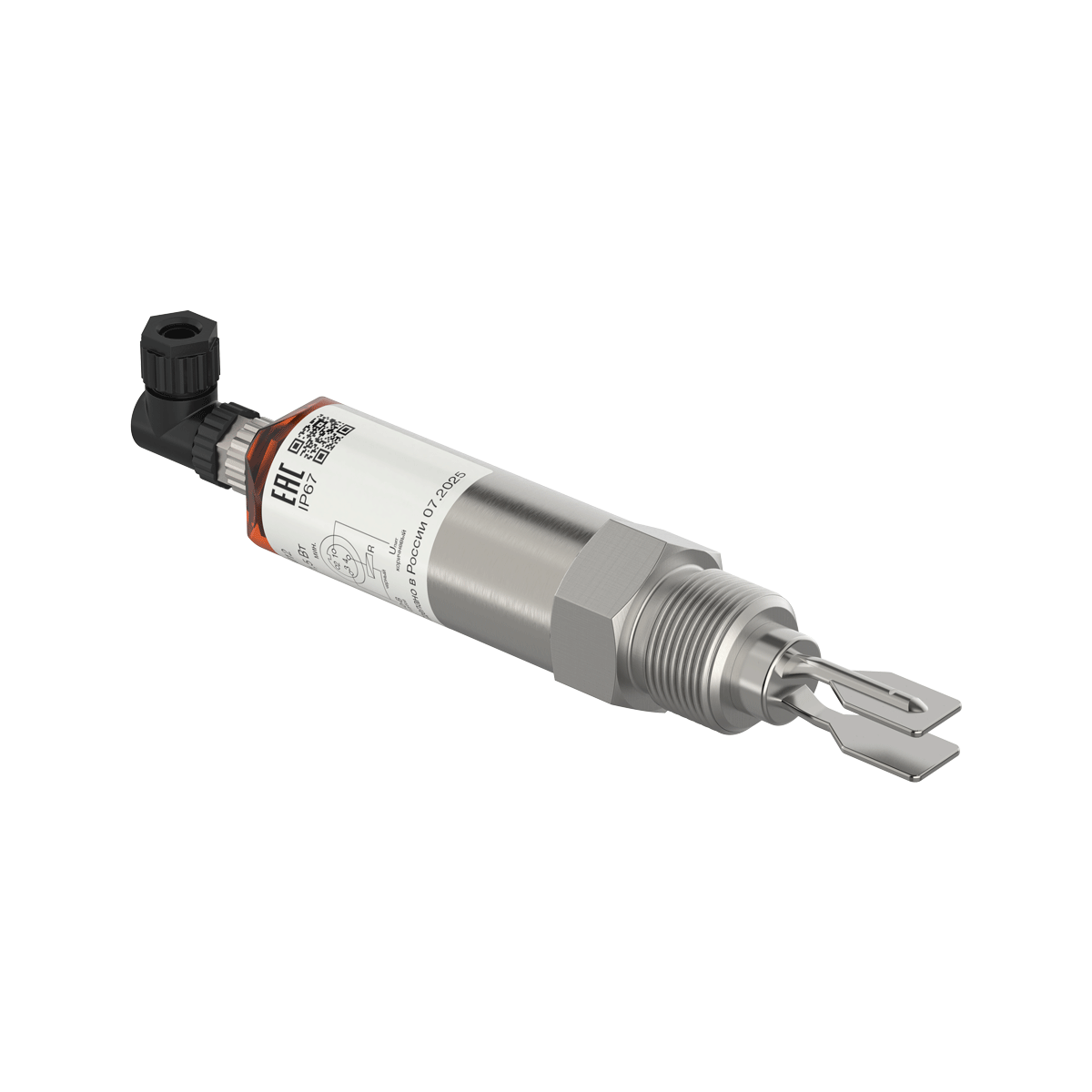
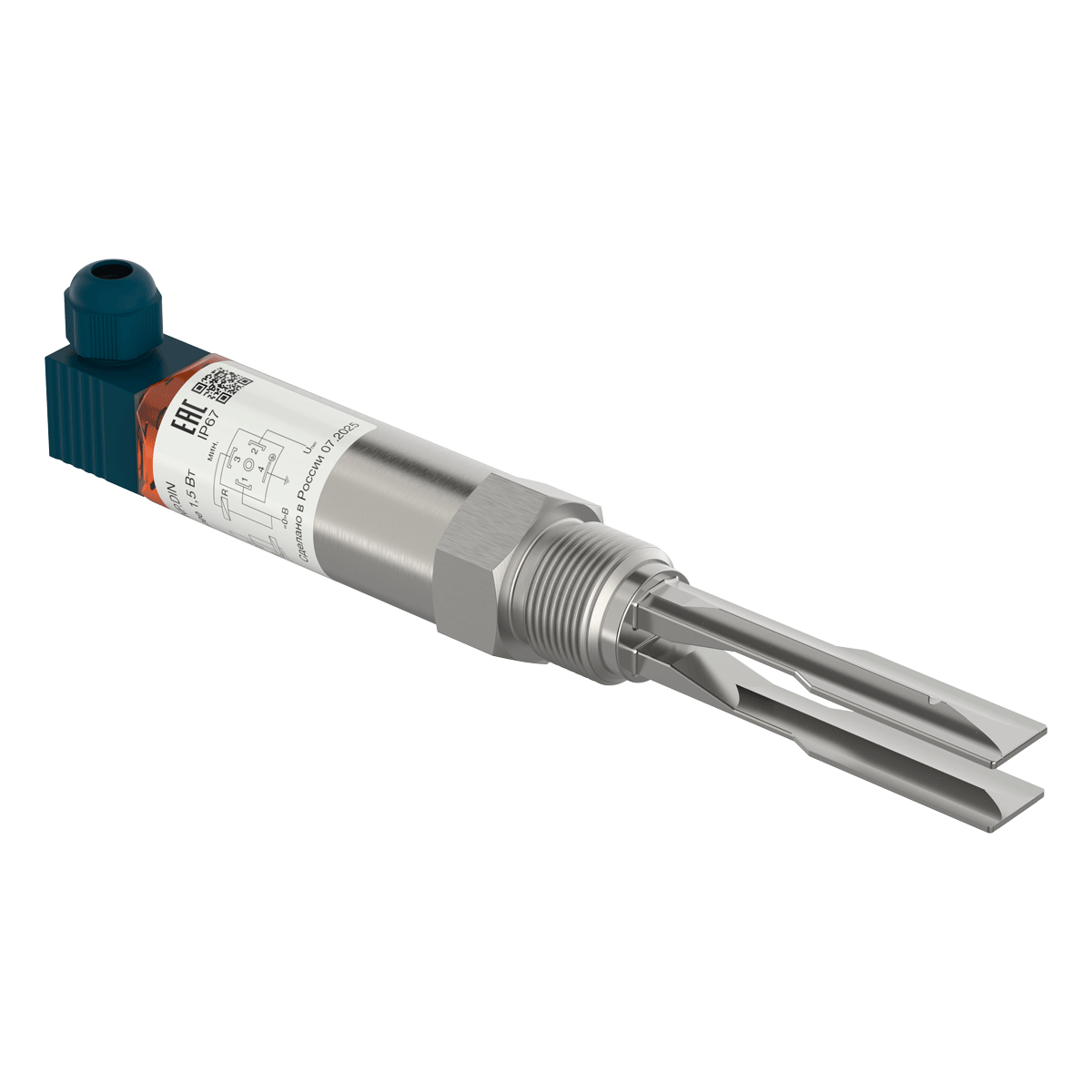
Для интеграции в производственное оборудование в ВДУ предусмотрена широкая линейка присоединительных стандартов:
- санитарные соединения CLAMP (DN25, DN40, DN50);
- резьбовые соединения G3/4’’ и G1’’.
Такое разнообразие позволяет легко интегрировать датчики в существующие технологические линии без необходимости доработки узлов врезки.
Работа в санитарных режимах (CIP/SIP) и защита корпуса
Диапазон рабочих температур среды составляет от -40 до +150 °С, поэтому датчики легко выдерживают регулярную безразборную мойку (CIP) и стерилизацию (SIP). Повышенная степень пылевлагозащиты корпуса IP67 гарантирует работоспособность при высокой влажности и прямом попадании струй воды во время мойки оборудования в зоны установки.
Наличие гигиенического сертификата подтверждает возможность применения датчиков ОВЕН ВДУ на технологических линиях пищепрома.
Практический опыт применения ОВЕН ВДУ на производственной линии майонеза
Практика показывает, что вибрационные сигнализаторы уровня актуальны на тех производствах, где требуется постоянный контроль наличия продукта на линии и защита дорогостоящего оборудования от аварийных режимов. Один из таких сценариев — установка сигнализатора в трубопроводе перед узлом, критичным к работе «на сухую».
Преимущества вибрационных сигнализаторов ОВЕН ВДУ находят подтверждение в производственной практике компании «КАМАКО» - белорусского производителя майонезов, соусов и кетчупов, чья продукция была неоднократно отмечена престижными наградами и представлена во многих странах мира. Инженер КИПиА компании Юрий Гороховик поделился опытом внедрения датчиков ОВЕН ВДУ на линию производства майонеза «КАМАКО».
Ю.Г.: Современное промышленное производство майонеза включает стадию эмульгирования – соединение масла, воды, яичного порошка, горчицы и других компонентов в стабильную смесь. Основная проблема заключается в том, что майонезная эмульсия является сложной рабочей средой – это жировая фракция, обладающая высокой степенью вязкости и плотности. С такими средами обычные датчики часто не справляются.
Мы выбрали вибрационный датчик уровня ОВЕН ВДУ прежде всего из-за надежности контроля уровня в потоке. Необходимо было обеспечить непосредственный контакт с продуктом для мгновенной реакции. При этом было важно, чтобы датчик легко промывался. Вибрационная вилка подошла идеально: она гигиенична, не боится налипания майонезной эмульсии и работает без ложных срабатываний, в отличие от емкостных аналогов.
Сам датчик ОВЕН ВДУ установлен на трубопроводе подачи майонезной эмульсии прямо перед гомогенизатором – высокоточным дорогостоящим аппаратом, в котором жировая фракция диспергируется до микроскопических капель.

Датчик уровня ОВЕН ВДУ на магистрали подачи майонезной эмульсии в гомогенизатор
Главный технологический риск заключается в попадании воздуха в гомогенизирующую головку. Работа гомогенизатора «на сухую» даже в течение нескольких секунд приведет к необратимому износу деталей, перегреву уплотнений и выходу оборудования из строя. Ремонт гомогенизатора – длительная и дорогостоящая процедура, связанная с простоем всей производственной линии.
Поэтому ключевая задача ВДУ – непрерывный контроль наличия эмульсии в магистрали с целью защиты гомогенизатора от сухого хода. При снижении уровня продукта или полном опорожнении трубопровода датчик мгновенно формирует сигнал на остановку подачи и блокировку работы оборудования.
В качестве дополнительных преимуществ нового датчика, подтвердившихся в процессе промышленной эксплуатации, хочется еще отметить такие, как:
- высокая скорость срабатывания: при опустошении трубы ВДУ реагирует практически мгновенно, исключая риск работы оборудования без продукта;
- отсутствие движущихся частей: лаконичная конструкция конвертируется в надежность – у датчика отсутствуют узлы, где скопление продукта может внезапно заблокировать измерительный элемент, став причиной отказа и аварии, и сводит к минимуму необходимость обслуживания и замены;
- оптическая сигнализация: благодаря встроенному светодиодному элементу, технологи и инженеры всегда в курсе текущего состояния датчика.
Появившись недавно – продажи стартовали в 2025 году – вибрационные сигнализаторы уровня ОВЕН ВДУ уже зарекомендовали себя как современное, надежное и экономически эффективное решение для контроля уровня в пищевой промышленности. Опыт эксплуатации на предприятии «КАМАКО» — один из примеров, показывающих практическую применимость этого подхода на реальной линии.
Основные задачи, которые решает ОВЕН ВДУ в пищевой промышленности:
- контроль наличия потока продукта в трубопроводах, защита насосов, гомогенизаторов, сепараторов и другого оборудования от сухого хода;
- сигнализация предельных уровней продукта в технологических емкостях: защита от переполнения или контроль минимального остатка;
- работа с вязкими и налипающими продуктами — майонезы, соусы, кетчупы, пасты, сиропы, сгущенное молоко — там, где другие технологии дают ложные срабатывания;
- контроль продуктов с изменяющимися свойствами — бродильные среды, кисломолочная продукция, соки с мякотью;
- работа с сыпучими компонентами — контроль уровня муки, сахара, сухого молока, крахмала в бункерах и приемных устройствах.
Сочетание гигиенического исполнения, устойчивости к налипанию, широкого диапазона рабочих температур и разнообразия монтажных присоединений делает ВДУ универсальным инструментом для технологов и специалистов КИПиА пищевых производств.




