Автоматизация производства творожных глазированных сырков на базе программируемых реле ОВЕН

Автоматизация в пищевой промышленности обеспечивает высокую производительность и безупречное качество продукта – малейшее отклонение от технологических параметров меняет вкус, внешний вид и сказывается на сроке годности продукта.
Особенно это важно при выпуске изделий со строгими допусками по температуре, текстуре и упаковке – например, глазированных творожных сырков. Здесь важны точность дозирования начинки, стабильность шоколадного покрытия, однородность охлаждения в процессе производства и герметичность упаковки. Каждая стадия производства продукта – от формования батончика до его упаковки в коробку – требует точной и согласованной работы всех участков линии круглые сутки: фабрика по производству сырков не останавливается ни на минуту.
Линия выпускает до 400 000 изделий в сутки и работает в непрерывном режиме. Для автоматизации каждого участка были разработаны и внедрены шкафы управления на базе программируемых реле ОВЕН: ПР200, ПР102, ПР114.
Производство творожных сырков
Для производства сырков используется качественное проверенное сырье. Молоко закупают у надежных поставщиков. Прежде чем из него сделают творог, оно попадает в аппаратный цех, где проходит проверку, пастеризацию и сепарацию, чтобы впоследствии получить продукт разной жирности. Из аппаратного цеха молоко по трубам поступает в соседний цех, где стоят танки-творогоизготовители. В полученный творог добавляют сахар со сливочным маслом и замешивают массу, которая отправляется в формовочный цех.

Формовка сырков из творожной массы
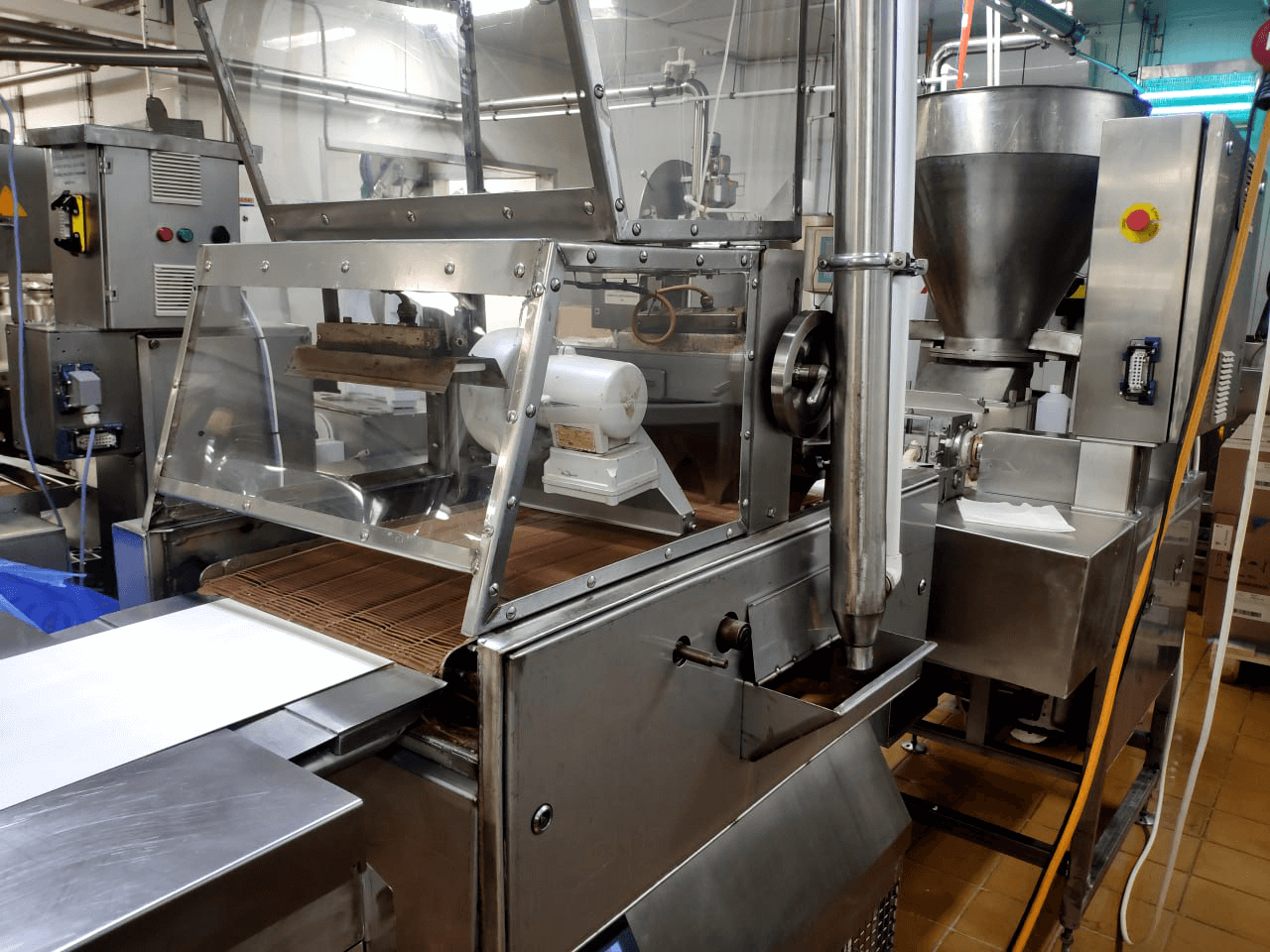
Формовочный цех
В формовочном цехе творожная масса превращается в сырок в глазури, упакованный в пленку и коробку. Персонал практически не участвует в работе формовочной линии, контролируя продукт только на этапе закладки творожной массы в воронку дозатора и на выходе перед укладкой в холодильник полностью готового к продаже сырка.
Производственная линия формовочного цеха включает следующие участки: формовку, покрытие натуральным бельгийским шоколадом, который хранится в танке, где подогревается до 50 градусов, охлаждение продукта, упаковку в пленку и затем в коробку.
Формовка сырка
На этом участке дозатор формует из творожной массы брусочки заданной формы, веса и размера. Здесь важно обеспечить высокую точность дозирования и синхронную работу исполнительных механизмов. Управление процессом осуществляет шкаф автоматики на базе программируемого реле с дисплеем ОВЕН ПР200, координирующий работу всех приводов и исполнительных устройств формовочной машины.
Команды оператора поступают на ПР с панели управления. ПР200 контролирует напряжение сети по реле контроля фаз и температуру воды, циркулирующей в системе, с помощью термосопротивления ОВЕН ДТС, а также управляет двигателями механизмов формовочной машины.
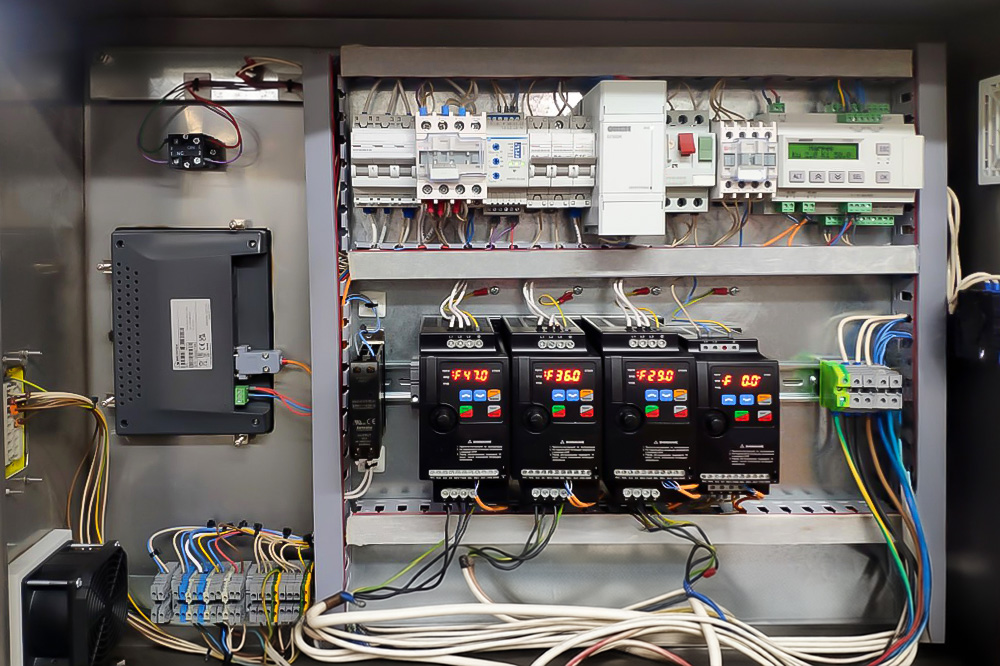
Шкаф управления формовкой
Покрытие шоколадом
После формовки творожные брусочки заливают теплым бельгийским шоколадом. Здесь критична температурная стабильность шоколадной массы для обеспечения равномерного покрытия сырка и сохранения нужной текстуры. Нагрев и охлаждение шоколадной массы – темперирование – происходит на чугунных дисках, поддерживающих температуру с высокой точностью ±0,2 °C. Управление реализовано также на базе контроллера ОВЕН ПР200.
Оператор с панели управления задает режимы работы темперирующей машины: температуру в ёмкости для шоколада в режиме ожидания и в рабочем режиме, а также температуру темперации. Здесь важна максимальная точность поддержания температуры, от этого зависит главный параметр – степень темперирования и, как следствие, вкус и структура шоколадного покрытия.
ПР200 осуществляет контроль температур с помощью ОВЕН ДТС и регулирование температуры темперации с переключением клапанов холодильной машины «тепло/холод». ПР управляет двигателями механизмов машины с помощью преобразователей частоты (вращение «тарелок», движение конвейера с продуктом, обдув облитых сырков потоком воздуха), а также осуществляет контроль исправности ПЧ.
Глазирование сырков
Охлаждение
После глазирования сырки на 5-6 минут поступают в двузонный холодильный тоннель, где происходит стабилизация структуры шоколада и охлаждение изделия до заданной температуры.
Управляет холодильными установками с полным контролем всех процессов: уставкой рабочей температуры/гистерезиса, давлением всасывания/нагнетания, расписанием и параметрами разморозки, остановом компрессоров по откачке фреона из испарителей и др. – программируемое реле ОВЕН ПР102 на 40 каналов ввода-вывода.
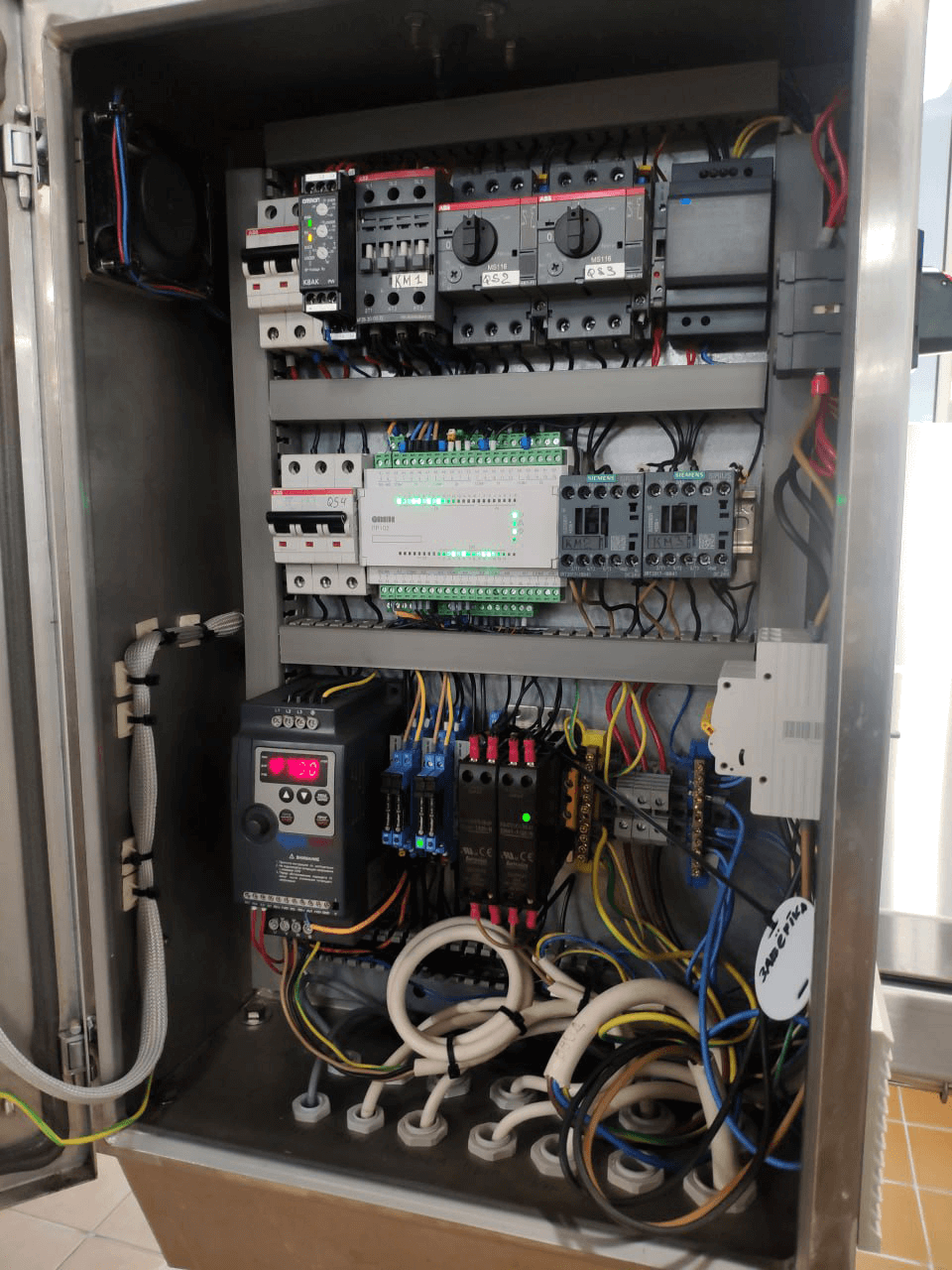
Шкаф управления холодильной установкой
Упаковка в пленку
Охлажденные сырки поступают на линию упаковки. Управление здесь синхронизировано таким образом, чтобы движение упаковочной пленки и вращение поперечных губок-паяльников происходило согласованно. Процессом управляет ОВЕН ПР200. Реле получает сигналы от датчика положения губок, чтобы задать начало цикла сварки, и от фотометки, чтобы выровнять пленку по рисунку.
Упаковка в коробки
На завершающем этапе происходит укладка сырков в картонные коробки. Здесь автоматизировано отслеживание наличия продукта на транспортере, а также контроль заполнения коробки. По сигналам от датчиков программируемое реле ОВЕН ПР114 проверяет наличие продукта на ленте и отправляет соответствующий сигнал на подачу упаковки и клея для коробки.
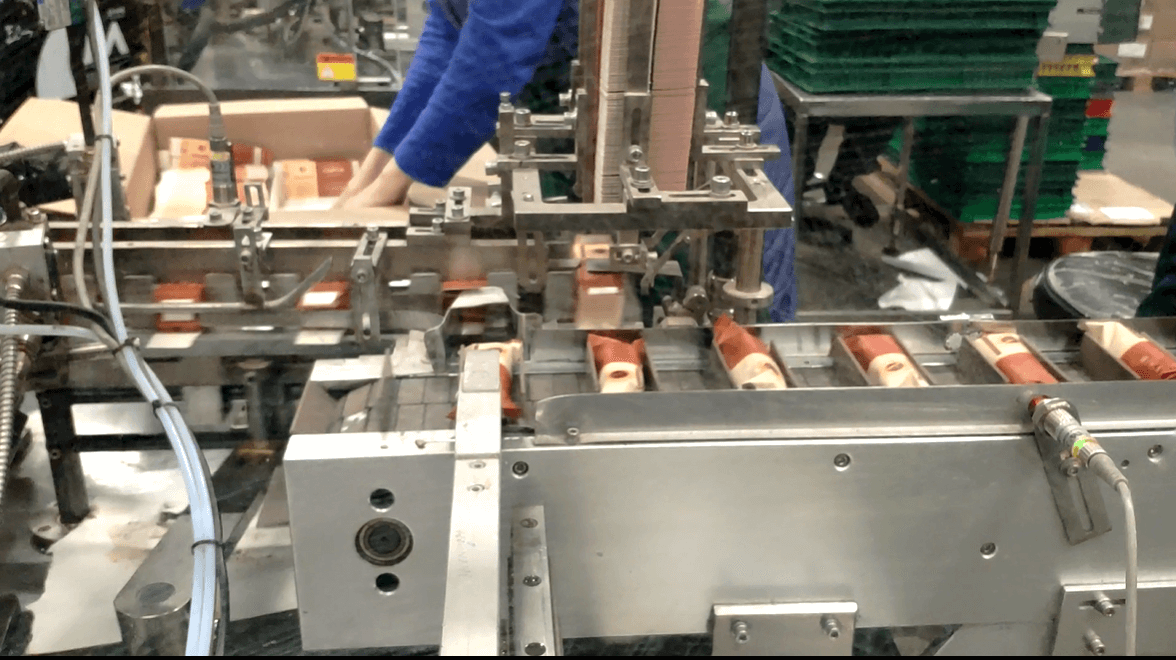
Упаковка сырков
Результат автоматизации
Внедрение автоматизированной системы на линии по производству глазированных сырков помогло решить несколько важных задач. Так, удалось добиться равномерного покрытия каждого сырка без перегрева и отбраковки, были минимизированы потери упаковки за счет синхронной работы узлов и точной фазировки. Работа холодильного оборудования стала более предсказуемой и энергоэффективной – автоматическое управление оттаиванием, компрессорами и параметрами давления позволило сократить потери холода и избежать аварийных остановок. Система фазировки по фотометке устранила проблемы со смещением упаковки, а автоматическая подача коробок и клея сократила количество ошибок на финальном этапе.
Проект автоматизации формовочного цеха глазированных творожных сырков на базе оборудования ОВЕН является примером того, как типовые решения могут эффективно работать в условиях высоконагруженного пищевого производства. Программируемые реле ПР200, ПР102 и ПР114 показали себя надежными и эффективными устройствами для реализации как простых, так и более сложных задач с температурным регулированием, фазировкой механизмов и управлением холодильными циклами. Этот опыт демонстрирует, что российское оборудование ОВЕН способно решать инженерные задачи в пищевой промышленности с абсолютным соответствием требованиям отрасли.




