Система управления экструзионно-выдувным агрегатом


Компания: ООО НПК "ФАЗИС"
Город: Ярославль
Используемая продукция ОВЕН:
Задача автоматизации
Проектирование и создание системы управления экструзионно-выдувного агрегата для производства пластмассовых леек на заводе имени Красина.
Необходимость автоматизации
Полиэтиленовые лейки широко используются огородниками в частных хозяйствах. Для их производства помимо собственно экструзионно-выдувного оборудования необходим комплекс автоматики, который следит и управляет всем процессом изготовления.
На заводе имени Красина для производства пластмассовых леек для огородников был изготовлен экструзионно-выдувной агрегат, точнее – его механическая часть. Для проектирования и создания системы управления были привлечены специалисты НПК «Фазис», которые имеют значительный опыт работы в области автоматизации технологических процессов и промышленного оборудования.
Экструзионно-выдувная технология формования
Экструзионно-выдувной процесс состоит из нескольких этапов. Начинается работа с подачи гранулированного полиэтилена в загрузочный бункер с помощью пневмозагрузчика. Вращение шнека экструдера обеспечивает электродвигатель, частота вращения которого регулируется частотным преобразователем.
Далее происходит формирование рукава, и одновременно с этим смыкание и перемещение половинок формы. Данные действия обеспечивает гидроцилиндр. Крайние положения формы контролируются бесконтактными индукционными датчиками.
Следующий этап – раздув рукава и формование изделия – осуществляется с помощью пневмоцилиндра, при этом внутрь формы вводятся выдувное сопло и поддерживающая игла, открывается пневмоклапан и подается воздух. После этого в течение некоторого времени изделие охлаждается. Воду для охлаждения подает чиллер. После раскрытия формы к изделию перемещается устройство для снятия облоя.
Далее наступает этап вырезки заливного отверстия. Предназначенное для этого устройство имеет отдельное электро- и пневмооборудование. После вырезки отверстия происходит захват изделия с помощью отдельного устройства для снятия и перенос его на ленточный транспортер, который доставляет готовую лейку в зону контроля и упаковки. Срезанный облой попадает на другой транспортер, доставляется в дробилку, измельчается и снова отправляется в бункер экструдера.
Автоматизация технологического процесса
Первостепенной задачей автоматизации стало обеспечение непрерывного цикла выдува, включающего подачу рукава, смыкание формы, выдув и охлаждение изделия, раскрытие формы, извлечение изделия, вновь подачу рукава и т.д.
Автоматизированную систему управления образуют приборы ОВЕН:
- программируемые контроллеры ПЛК110-30;
- модули вывода: МУ110-16Р и МУ110-8Р;
- модули ввода: МВ110-8А, МВ110-16Д;
- панель оператора СП270;
- блок сетевого фильтра БСФ-Д3;
- блок питания БП30Б-Д3-24.
Основу управляющей системы образуют два контроллера ПЛК110. Функциональная схема управления агрегатом приведена на рис. 1. Один ПЛК управляет технологическим процессом – выдувом рукава, контролем температуры в зонах и управлением вентиляторами. Второй контроллер управляет исполнительными и вспомогательными механизмами, подачей воздуха, длительностью сжатия формы, зажимом и обрезкой изделия.
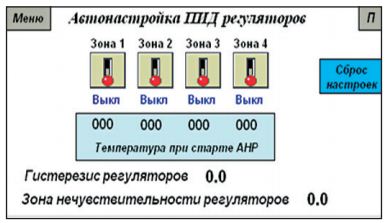
Экструдер имеет 12 зон нагрева, в каждой из которых установлены электрические нагреватели различной мощности, которыми управляют твердотельные реле, а также вентиляторы охлаждения. Температурный режим в каждой зоне настраивается оператором на панели управления. В рабочем режиме на панель оператора СП270 может выводиться мнемосхема экструдера с указанием заданных и текущих температур по зонам или мнемосхема самого агрегата, отображающая движение и положение всех узлов, показания датчиков. Для примера на рис. 2 приведен служебный экран автонастройки ПИД-регуляторов.
Кроме самих механизмов агрегата, к которым относятся электродвигатели, пневмо- и гидроцилиндры, конвейеры, шкаф автоматики управляет гидростанцией, чиллером, Parison-контролем (специализированное оборудование, включающее в себя механику и гидравлику, позволяющее изменять толщину выдуваемого экструдером рукава) и другими вспомогательными устройствами. Расширяемость системы регламентируется задачами производственного процесса, который определяет необходимость модульного наращивания, количество каналов ввода-вывода, число регуляторов и т. п.
Во время наладки системы пришлось неоднократно корректировать управляющие программы. В окончательном варианте программа позволяет технологу без участия программиста устанавливать настройки, связанные с оптимизацией технологического процесса и повышением производительности системы, и менять более 20 уставок для точной настройки работы всех узлов. В режиме наладки, который запускается после введения пароля, могут изменяться временные параметры.
Результат автоматизации
Совместными усилиями специалистов завода и компании «Фазис» удалось довести агрегат до состояния готового изделия. В настоящее время экструзионно-выдувной агрегат запущен в промышленную эксплуатацию на предприятии Брянской области. Каждые 72 секунды манипулятор, управляемый пневмоцилиндрами, снимает с пресс-формы новенькую еще теплую лейку и ставит ее на конвейер готовых изделий. Все что требуется от обслуживающего персонала – это вовремя загружать сырье, снимать с конвейера готовые лейки и следить за уровнем масла в гидросистеме.
Используемая продукция ОВЕН





Информация о компании
Компания: ООО НПК "ФАЗИС"
Почтовый адрес: 150044, г. Ярославль, Ленинградский пр-кт, д. 33, оф. 502
Контактное лицо: Вотченников Михаил Васильевич
Телефон: 8 (4852) 580-969
E-mail: vmv@fazis-yar.ru
Сайт: http://fazis-yar.ru