Автоматика деревообрабатывающих станков



Компания: Частное лицо
Используемая продукция ОВЕН:
Индивидуальное существование на рынке услуг по созданию автоматизированных систем управления заставляет браться за такие задачи, которые для крупного заказчика могут показаться неперспективными по целому ряду причин - это и небольшой бюджет проекта, и необходимость приводить в порядок давно работающее оборудование. Но такие задачи существуют в огромном количестве. О выполненных пусконаладочных и монтажных работах на деревообрабатывающем производстве пойдет речь в этой статье.
Нужно было оснастить автоматикой три новых (собственная разработка компании) деревообрабатывающих станка: чашкорез для нарезания в заготовках «чашек» под прямым углом, чашкорез для выполнения «косой чашки» и торцовочный станок для заготовки бревен требуемой длины.
В процессе обсуждения проекта заказчик выдвинул категорическое требование - станки должны выполнять цикл обработки заготовок в автоматическом режиме - от одной кнопки. Помимо этого для повышения качества обработки поверхности оцилиндрованного бревна, от которой всецело зависит «товарный вид» дома, нужно было доработать электрическую схему оцилиндровочного станка и создать новую систему управления для накопителя бревен и подающего рольганга. При этом было одно немаловажное и существенное ограничение - в районном центре, где находится цех компании, нет квалифицированных специалистов по автоматике, которые смогли бы впоследствии проводить ремонт электрической части станков. Из этого следовало, что автоматика должна работать исключительно надежно, а выбор комплектующих определял, состоится ли проект в том виде, каким он представлялся заказчику.
Уже на начальной стадии проработки проекта стал виден достаточно большой объем работ, а скромный бюджет и постоянно висящее в цехе облако древесной пыли... заставляли всерьез задуматься: стоит ли вообще ввязываться в подобную «авантюру».
Решение
С преобразователями частоты для асинхронных двигателей проблем не возникало, твердотельные реле и пускатели также не обещали никаких сюрпризов, как и зарекомендовавшие себя с положительной стороны индуктивные датчики, которые использовались в качестве концевых выключателей. Основная проблема заключалась в следующем: деревообрабатывающие станки должны выполнять по замыслу заказчика слишком много взаимосвязанных операций для простых схем управления, смонтированных на слаботочных реле и пускателях.
Исходя из пожеланий заказчика, в рабочие схемы станков требовалось включить нечто свободно программируемое, позволяющее описать алгоритм работы механизмов. Оставался открытым вопрос: что именно? «Про программируемые контроллеры я знал и не раз работал с ними. Но знал и рыночные цены на такие изделия. Десятки тысяч рублей, запрашиваемые производителями «брендовых» контроллеров попросту не оставляли им места в проекте. Кроме того, компоновка схем управления с ПЛК, тоже не вязались с «форматом» данного производства. Требовалось что-то такое, что могло бы с одной стороны не сильно выделяться по цене, а с другой стороны - иметь свободно программируемый микропроцессор и... существовать на рынке. Стал ли ОВЕН ПЛК для меня откровением? Да, скажу честно - до сих пор ничего подобного я не встречал. Крошечная коробочка, сочетающая в себе отличное быстродействие и великолепную инструментальную среду для разработки проектов. Никаких «попсовых» редакторов прикладного ПО, ограничивающих разработчика одним экраном «псевдорелейной» логики и сотней с лишним функциональных блоков. Чистый, соответствующий стандарту МЭК 61131-3, язык программирования, «незамутненный» защитами от дурака и мнимой заботой о потребителе».
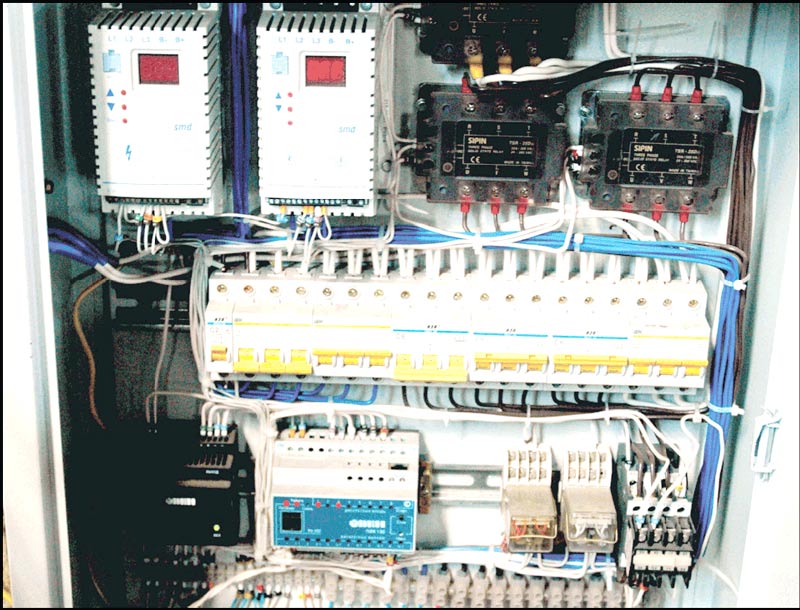
В силу скромности бюджета проекта, монтаж автоматики станков получился без особых претензий на эстетику. При монтаже и наладке автоматики станков возникла еще одна задача. Заказчик приобрел ленточную пилу MG6500M белорусского производства (одна из наиболее удачных бюджетных пилорам) и стал вопрос о вводе ее в эксплуатацию. В конструкции пилы есть несколько узлов, которые делают работу с ней не вполне эффективной. Это - линейка, установленная на рамке для измерения высоты распила доски.
Линейка размечена в «двадцатках», «тридцатках» ... плюс запас на ширину пропила. При работе пилы ее портал может находиться достаточно далеко от оператора. Если при шестиметровом бревне осуществить разметку возможно, то распустить обрезок покороче с приемлемой точностью - практически нереально. «Коротыш» лежит в районе среднего прижима и разметка на линейке, закрепленная на подвижном портале станка, неразличима с рабочего места оператора.
Для точного распила пришлось установить на машину электронную линейку со счетчиком ОВЕН СИ8 в режиме работы с энкодером. При этом датчик, преобразующий движение вверх-вниз, установлен на самой рамке, а вторичный преобразователь с цифровой индикацией всегда находится перед глазами оператора, как и единственный элемент интерфейса линейки - кнопка обнуления счетчика.
Теперь распил бревна выглядит так: срезав горбыль, оператор нажимает кнопку обнуления и поднимает рамку, чтобы «перескочить» заготовку, вернув портал пилы обратно к началу бревна. Далее рамка опускается вниз на то значение толщины доски, которое необходимо. С помощью электронной линейки, также удобно стало распускать оцилиндрованное бревно на две половины, такая заготовка используется в основании срубов деревянных зданий. «Прицелившись» лентой в верхний срез бревна, нужно нажать ноль, опустить рамку вниз и разделить число на индикаторе пополам и затем поднять рамку до полученного значения. Процедуру деления на практике можно выполнять всего один раз, поскольку диаметр оцилиндрованных бревен одинаков.
Еще одним неудобством, обнаружившимся в работе, оказалась необходимость следить за краном подачи смазывающе-охлаждающей жидкости (СОЖ). Постоянно текущая жидкость быстро вытекает из бачка, а закрывать и открывать кран вручную неудобно. Для устранения этого недостатка потребовалось установить электрический клапан, питающийся от одной из фаз пускателя двигателя пилы. Жидкость начинает течь, только после того, когда включается пила. Пила выключается, и поток СОЖ перекрывается.
Для полноты картины проделанных работ имеет смысл сказать лишь о том, что при модернизации оцилиндровочного станка в результате согласования скорости подачи бревна с нагрузкой на фрезы путем подбора коэффициентов скорости подачи заготовки в зону резания, удалось существенно снизить кручение продольных пазов на бревне и практически полностью избавится от рваных поверхностей на товарной продукции в областях с повышенной плотностью древесины и зоне комля. Средняя скорость прохождения заготовок на станке при этом возросла. Содержимое шкафа управления подающего рольганга пришлось полностью заменить, ввиду сильного износа пускателей и разрушенного силового автомата.
Подведем итоги
В ходе выполнения проекта возникали задачи, которые удалось решить лишь с помощью ОВЕН ПЛК. Контроллеры обеспечили в полном объеме управление деревообрабатывающими механизмами в реальном времени. Проделанная работа позволяет утверждать, что вместе с преобразователями частоты контроллеры дают возможность создавать полноценные схемы управления электроприводом любой степени сложности, включающие в себя как противоаварийные защиты, так и сложные технологические алгоритмы управления.
Счетчик СИ8 обеспечил эффективную работу ленточной пилы с производительностью, которая вплотную приблизилась к заявленной в документации. Расширенный температурный диапазон используемых в проекте средств автоматики позволяет использовать их и в неотапливаемых производственных помещениях, а компактные размеры - легко организовать защиту от влаги и частиц пыли даже тех изделий, которые имеют низкий класс защиты (IP).
Используемая продукция ОВЕН



Информация о компании
Компания: Частное лицо
Контактное лицо: Александр ДИКУНОВ
Телефон: 919-218-09-40
E-mail: smallautomation@gmail.com